|
|
|||||||||||||||||

在鑄鐵平臺(tái)業(yè)界可缺的,,被廣大機(jī)械工廠喜愛的焊接平板焊接平臺(tái)又叫鑄鐵焊接平板鑄鐵焊接平臺(tái),,其中包括平面焊接平板,,T型槽焊接平板焊接基礎(chǔ)平板,,焊接基礎(chǔ)平臺(tái),。
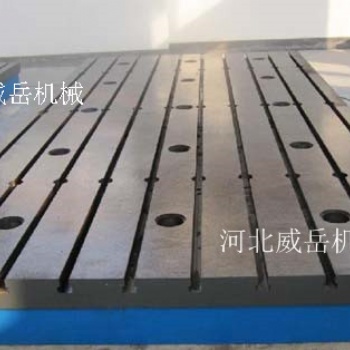
威岳機(jī)械廠家生產(chǎn)的焊接平臺(tái)是用于進(jìn)行工件焊接的一種鑄鐵平臺(tái),,工作面為平面或T型槽,,可以用來固定,,與檢驗(yàn)平臺(tái)和鉚焊平板不同之處上面沒有孔,,工作面為平面或T型槽,因此在工業(yè)生產(chǎn)中廣泛應(yīng)用,。還有一種新型焊接平臺(tái)三維柔性焊接平臺(tái),,工作臺(tái)主面和側(cè)面均有工作面,五個(gè)工作面上分別安裝定位件,,也可以分別向五個(gè)方向延伸組成更大的基準(zhǔn)臺(tái)面,。
從材質(zhì)講焊接平臺(tái)用于高強(qiáng)度鑄鐵,經(jīng)過兩次人工處理(人工退火600度-700度和自然時(shí)效2-3年)使用該產(chǎn)品的耐磨性能好,,精度穩(wěn)定,。
焊接平板(焊接平臺(tái))精度:按標(biāo)準(zhǔn)計(jì)量檢定規(guī)程執(zhí)行,分別為0,、1,、2、3四個(gè)等級(jí),。
對(duì)于平臺(tái)加工常識(shí)這方面小編這這里介紹下生產(chǎn)過程:焊接平臺(tái)在生產(chǎn)過程中,,會(huì)出現(xiàn)重量的偏差。往往焊接平臺(tái)的設(shè)計(jì)考慮到鑄造誤差和機(jī)械加工的誤差,,鑄鐵平臺(tái)的重量誤差一般不得超過10%,,超過10%時(shí),,要對(duì)焊接平臺(tái)的質(zhì)量做進(jìn)一步的鑒定才可以確定此鑄鐵平臺(tái)是否可以投入使用。
那么焊接平板/焊接平臺(tái)的檢驗(yàn)方法都有哪些呢
一,、焊接平臺(tái)工作面上不應(yīng)有銹跡,、劃痕、碰傷及其他影響使用的外觀缺陷,。
二,、焊接平臺(tái)工作面上不應(yīng)有砂孔、氣孔,、裂紋,、夾渣及縮松等鑄造缺陷。各鑄造表面應(yīng)徹底清理型砂,,且表面平整,、涂漆牢固,各稅邊應(yīng)修鈍,。
三,、焊接平臺(tái)工作面與側(cè)面以及相鄰兩側(cè)面的垂直公差為12級(jí)(按GB1184-80《形狀位置公差》規(guī)定)。
四,、焊接平臺(tái)應(yīng)經(jīng)穩(wěn)定性處理和去磁,。
五、焊接平臺(tái)工作面的硬度應(yīng)為HB170-220或187-255之間,。
六,、T型槽在平板的相對(duì)兩側(cè)面上,應(yīng)有安裝手柄或吊裝位置的設(shè)置,、螺紋孔或圓柱孔,。設(shè)置吊裝位置時(shí)應(yīng)考慮盡量減少因吊裝而引起的變形。
七,、T型槽主要檢定項(xiàng)目 :A,、材質(zhì)及表面硬度。B,、接觸斑點(diǎn)C,、表面粗糙度。D,、平面波動(dòng)量,。E、形狀位置公差,,含名義尺寸,,垂直度公差。F,、平面度G,、工作面允許撓度值,。H、外觀,。
由此類項(xiàng)目就可以更簡單快捷并準(zhǔn)確的檢驗(yàn)焊接平臺(tái)啦,,那么這篇介紹焊鐵平臺(tái)的文章就介紹到這里了,總體而言,,進(jìn)行辨別鑄鐵試驗(yàn)平臺(tái)的優(yōu)劣都是為了更好地服務(wù)于采購,,威岳機(jī)械從建廠,十六年來一直嚴(yán)格自控把關(guān)產(chǎn)品質(zhì)量,,力求提供更優(yōu)質(zhì)的鑄鐵地板,。
|

