|
|
|||||||||||||||||
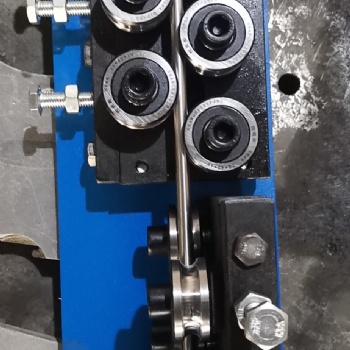
矯直器 矯直器的調(diào)節(jié)方式 鋼絲矯直器
**步:把矯直器固定在工作臺上,,此步驟非常關(guān)鍵,。線材牽引過程中校直器擺動會造成材質(zhì)
無規(guī)則彎曲。
步:先把橫豎兩組矯直器控制手柄打開,,兩組單邊可以調(diào)節(jié)的校直輪螺絲全部往后退 ,,
第三步:把鋼絲放進(jìn)校直器槽型內(nèi),關(guān)閉開合手柄(鋼絲前面一定要有張力,,否則容易跳線)
第四步:單邊可調(diào)節(jié)輪子一個一個收緊,緊貼鋼絲,,橫豎都要調(diào) ,。
1.材質(zhì)為不銹鋼絲,彈簧鋼絲等有反彈力材質(zhì),,橫豎兩組校直器進(jìn)線端**個輪子必須**
有足夠的下壓量,,使材質(zhì)充分變形,破壞原有內(nèi)應(yīng)力(**個螺絲下壓量過大,,會產(chǎn)生材質(zhì)波
浪形狀,,螺絲應(yīng)該回調(diào)),否則材質(zhì)在調(diào)直后容易再次變形,,矯直器調(diào)節(jié)完畢后,,材質(zhì)在橫豎
每組校直器內(nèi),從進(jìn)線到出線應(yīng)為從大彎曲漸變到一條直線的過程。
2,, 材質(zhì)為銅絲,,鋁絲等無反彈材質(zhì),整排輪子一條直線即可,。
第五步:在出料端牽引出一段材質(zhì),。面對出料端,查看出料材質(zhì)偏向哪個方向,。
1,,
向上彎曲,慢慢松圖 3 處(見附圖)螺絲,;如校直輪已脫離材質(zhì),,仍向上彎曲,可以
下壓 2 處(見附圖)校直輪螺絲,,3 處螺絲壓下,,直至材質(zhì)正好貼近 4 處校直輪;
2,,
向下彎曲,,逐步下壓 3 處(見附圖)螺絲,直至材質(zhì)不再彎曲變形,;
3,,
左右彎曲,調(diào)節(jié)水平組矯直器,,方法等同上下彎曲,。
備注:牽引建議采用機(jī)械牽引,人工在出料端牽引存在出現(xiàn)方向不穩(wěn)定,,出料速度不均勻等不可
控因素,,造成校直器無法發(fā)揮到**狀態(tài)
|
