|
|
|||||||||||||||||
基本信息
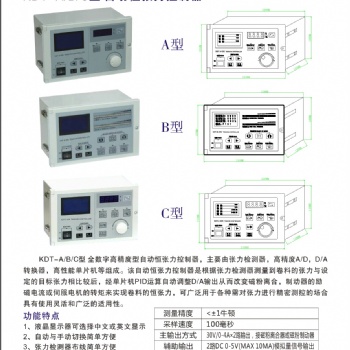
在工控行業(yè),,在一些帶狀和線狀類的產(chǎn)品,,經(jīng)常需要控制張力來達到生產(chǎn)要求,,張力控制器就是控制這類張力的一種儀表,。張力控制器還有所謂的手動控制功能,,一般是指人為可以通過張力控制器給定一定的輸出量給執(zhí)行機構(gòu)(經(jīng)常為電機的電流量);一般張力力控制器還帶有卷徑推算功能,,一般應用在卷取設備上,,有放卷和收卷之分;另外還有錐度調(diào)節(jié)功能,,可以在控制器內(nèi)部直接設定一些工藝上要求的卷取錐度,。
基本構(gòu)成
一套典型的張力控制系統(tǒng)主要由張力控制器,張力讀出器,,張力檢測器,,
磁粉制動器和離合器構(gòu)成。根據(jù)環(huán)路可分為開環(huán),,閉環(huán)或自由環(huán)張力控制系統(tǒng);根據(jù)對不同卷材的監(jiān)測方式又可分為超聲波式,,浮輥式,跟蹤臂式等,。
張力控制的穩(wěn)定與否直接關(guān)系到分切產(chǎn)品的質(zhì)量,。若張力不足,原料在運行中產(chǎn)生漂移,會出現(xiàn)分切復卷后成品紙起皺現(xiàn)象;若張力過大,原料又易被拉斷,使分切復卷后成品紙斷頭增多。
主要類型
張力控制器的張力控制是指能夠持久地控制料帶在設備上輸送時的張力的能力,。圖3)這種控制對機器的任何運行速度都必須保持有效,,包括機器的加速、減速和勻速,。即使在緊急停車情況下,,它也有能力**料帶不產(chǎn)生絲毫破損。張力控制器基本上分手動張力控制器,,脈沖式錐度張力控制器和全自動張力控制器三大類,。
手動張力控制器
就是在收卷或放卷過程中,,當卷徑變化到某一階段,由操作者調(diào)節(jié)手動電源裝置,,從而達到控制張力的目的,。不過現(xiàn)代凹印機手動張力控制系統(tǒng)已基本被淘汰,而僅僅作為閉環(huán)式全自動張力控制系統(tǒng)中的一種操作模式存在,。
脈沖式錐度張力控制器
脈沖式錐度張力控制器的張力控制方法是通過霍爾開關(guān)檢測收卷或放卷的運行脈沖數(shù),,(圖4)當脈沖計數(shù)到達控制控制器預置脈沖時張力輸出遞增或遞減一個單位,從而實收卷或放卷的錐度張力控制,。該張力控制器主電路采用PWM恒電流開關(guān)替換了常規(guī)的笨重變壓器供電更電路故具有重量輕,、體積小、恒電流精度高等特點,,控制器操作面板采用微觸開關(guān)使操作為簡便,,輸出電流采用LED數(shù)碼管使顯示更為直觀。該產(chǎn)品可以設置成手動張力控制,、收卷錐度張力控制,、放卷錐度張力控制方式,可適用于各種印刷機械做收卷放卷半自動張力控制,。
全自動張力控制器
全自動張力控制是由張力傳感器直接測定料帶的實際張力值,,控制器(圖5)然后把張力數(shù)據(jù)轉(zhuǎn)換成張力信號反饋回張力控制器,通過此信號與控制器預先設定的張力值對比,,計算出控制信號,,自動控制執(zhí)行單元則使實際張力值與預設張力值相等,以達到張力穩(wěn)定目的,。它是目前較為的張力控制方法,。另外,在我國制造和銷售的中,、高檔印刷機張力控制系統(tǒng)中,,由于更高的印刷速度及生產(chǎn)工藝對張力控制提出了更高的要求,使得磁粉離合器已不能勝任該類系統(tǒng)的執(zhí)行單元,。因此在現(xiàn)代凹印機,、高速分切機、高速涂布復合機中已被交,、直流伺服電機執(zhí)行單元所取代,,實現(xiàn)了更加的張力伺服控制。
工作原理
線圈靜止型磁粉離合器和磁粉制動器是控制輸入電流,,力控制器(圖6)達到改變輸出轉(zhuǎn)鉅的自動化器件,。
當線圈不通電時,輸入軸旋轉(zhuǎn),,磁粉在離心力的作用下,,壓附于夾環(huán)內(nèi)壁,,輸出軸與輸入軸沒有接觸,此時,,為空轉(zhuǎn)狀態(tài),。
當線圈通電時,磁粉在磁力線作用下產(chǎn)生磁鏈,,從而使輸出軸與輸入軸成為一剛體而旋轉(zhuǎn),,并在超載時產(chǎn)生滑差,此時為工作狀態(tài),。從而達到傳遞扭矩的目的,。
主要應用
手動張力控制器是根據(jù)收料或放料卷徑的變化,制器(圖7)人工調(diào)整離合器或制動器的勵磁電流,,從而獲得一定的張力,。
半自動張力控制器又稱卷徑式張力控制器,控制器能自動檢測出收料或放料的卷徑,,并根據(jù)設定的目標張力及測量卷徑,,自動調(diào)整離合器或制動器的勵磁電流來控制卷料的張力。
全自動張力控制器能測量卷料的實際張力,,并根據(jù)設定的目標張力及實測張力經(jīng)PID運算后自動調(diào)整離合器或制動器的勵磁電流來控制卷料的張力,。全自動張力控制器具有極高的張力控制精度,適用于對張力控制精度要求較高的場合使用,。
|