|
|
|||||||||||||||||

詳細(xì)介紹
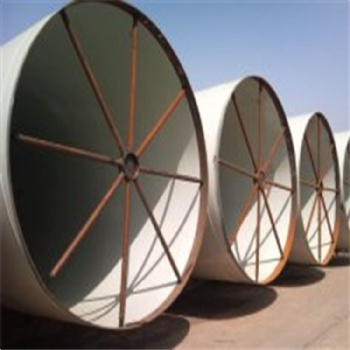
山西螺旋鋼管 GB/T 9711.2-2011 石油天然氣輸送用螺旋鋼管價格
產(chǎn)品詳細(xì)介紹
螺旋鋼管的焊接工藝
1,、原材料即帶鋼卷,焊絲,,焊劑,。在投入前都要通過嚴(yán)厲的理化查驗。
2,、帶鋼頭尾對接,,選用單絲或雙絲埋弧焊接,在卷成鋼管后選用主動埋弧焊補(bǔ)焊,。
3,、成型前,帶鋼通過矯平,、剪邊,、刨邊,外表整理運送和予彎邊處理,。
4,、選用電接點壓力表操控運送機(jī)兩邊壓下油缸的壓力,**了帶鋼的平穩(wěn)運送,。
5,、選用外控或內(nèi)控輥式成型。
6,、選用焊縫空隙操控裝置來**焊縫空隙滿意焊接需求,,管徑,錯邊量和焊縫空隙都得到嚴(yán)厲的操控,。
7,、內(nèi)焊和外焊均選用美國林肯電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,然后取得安穩(wěn)的焊接質(zhì)量
山西螺旋鋼管 GB/T 9711.2-2011 石油天然氣輸送用螺旋鋼管價格
聯(lián)系方式
|

