|
|
|||||||||||||||||
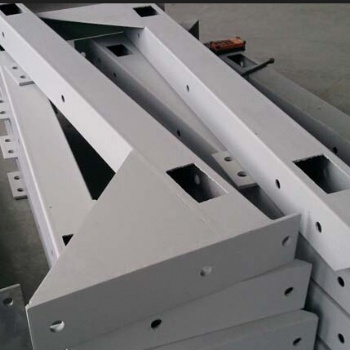

冷噴鋅/冷鍍鋅
組 成: 主要由無(wú)機(jī)硅氧烷樹(shù)脂及高純度進(jìn)口鋅組成的長(zhǎng)效雙重作用的新型鋼結(jié)構(gòu)重防腐材料。
主要特性: 長(zhǎng)效性:鋅膜純鋅含量≥96%,,耐鹽霧≥4000小時(shí),,涂裝體系具備25年以上的防腐周期,,其同類產(chǎn)品在國(guó)外有50年以上的成功實(shí)例;環(huán)保性:不含異氰酸酯,、苯類等毒性化學(xué)本品,。耐焊接:帶涂層焊接不影響焊接質(zhì)量,且涂層不受切割及焊接損傷,;耐低溫:可持續(xù)承受-60℃的低溫,;
用途: 對(duì)鋼鐵具有優(yōu)異的陰極保護(hù)與屏蔽功能。施工簡(jiǎn)便,,可噴涂,、刷涂、滾涂,,是替代傳統(tǒng)熱浸鋅,、熱鍍鋅、熱噴鋅(鋁)**材料,。它適用于船舶,、鋼橋、鋼屋架,、鋼網(wǎng)架,、電力設(shè)施、管道,、貯罐等重防腐領(lǐng)域,。
基本參數(shù):
顏色 鋅灰色
光澤 無(wú)光
干膜含鋅量 96%
干膜厚度 40μm
理論用量 235g/m2
干燥時(shí)間(25℃) 表干≤0.5h,實(shí)干≤24h
復(fù)涂間隔時(shí)間 底材溫度 5℃ 25℃ 40℃
** 短 24h 12h 6h
** 長(zhǎng) 不限制,,但在復(fù)涂前必須清除鋅鹽
表面處理: 所有表面必須清潔,、干燥且無(wú)污染。應(yīng)按照ISO8504進(jìn)行評(píng)估和處理,。裸鋼 清潔度:噴砂處理至Sa2.5級(jí)(ISO8501-1:1998),。根據(jù)暴露情況,亦可用動(dòng)力工具清潔,,**St2級(jí),,無(wú)氧化皮(ISO8501-1:1988)。
前道配套用漆: 無(wú)/冷噴鋅
后道配套用漆: 金屬面漆,、冷噴鋅封閉漆,、聚硅氧烷涂料、氟樹(shù)脂涂料,、環(huán)氧云鐵中間漆等,。
施工條件: 底材溫度在0~50℃之間可進(jìn)行施工。底材溫度高于40℃時(shí),,必須使用噴涂,;底材溫度高于60℃時(shí)不適宜施工,。溫度過(guò)高時(shí)應(yīng)避免干噴。為避免干噴,,應(yīng)加大稀釋劑用量,。
施工方法 噴涂:無(wú)氣噴涂或有氣噴涂。推薦采用高壓無(wú)氣噴涂,。采用有氣噴涂應(yīng)注意調(diào)整涂料粘度和氣壓,。刷涂:建議在預(yù)涂和小面積涂裝時(shí)采用,但必須達(dá)到規(guī)定的干膜厚度,。
施工參數(shù): 稀釋劑/清洗劑 活性稀釋劑,、清洗劑
無(wú)氣噴涂的指導(dǎo)性數(shù)據(jù)
噴嘴壓力 150~200千克力/平方厘米
噴嘴孔徑 0.4~0.5毫米
噴涂幅度 40~80度
稀釋量 5-15%(以材料重量計(jì))
包裝及貯存: 按照國(guó)家規(guī)定包裝、貯存,。貯存環(huán)境應(yīng)干燥,、陰涼、通風(fēng)良好,,避免高溫,,遠(yuǎn)離火源。包裝容器須保持密閉,。有效貯存期為12個(gè)月,。
包裝規(guī)格: 25kg/桶
注意事項(xiàng): 涂層未干燥前避免受熱(20℃時(shí)**少24小時(shí))。
高含鋅涂層表面能形成鋅鹽(又稱白銹),在涂裝后道漆之前不應(yīng)長(zhǎng)時(shí)間曝露,。如已產(chǎn)生鋅鹽,,應(yīng)在有鋅鹽的表面,應(yīng)進(jìn)行二次清除處理,。
健康和安全: 請(qǐng)注意包裝容器上的警告標(biāo)識(shí),。在通風(fēng)良好的環(huán)境下使用。不要吸入漆霧,,避免皮膚接觸,。油漆濺在皮膚上要立即用適合的清洗劑、肥皂和水沖洗,。濺入眼睛要用水充分沖洗,,并立即就**。
聲 明: 本產(chǎn)品說(shuō)明書中提供的信息基于我們?cè)趯?shí)驗(yàn)室和實(shí)踐中所獲得的認(rèn)識(shí),。但由于產(chǎn)品的使用通常都是在我們控制范圍之外,,所以我們只給予產(chǎn)品本身質(zhì)量的**。我們保留不預(yù)先通知而修改該說(shuō)明書的權(quán)利,。
|
