|
|
|||||||||||||||||
詳細介紹
檢測原理: 采用接觸位移傳感器反饋螺柱鉚合深度,傳感器安裝在模具內(nèi)鉚合孔位下方,,傳感器上平面與被檢產(chǎn)品螺柱鉚合底面平層,,位移量由模擬量輸入模塊輸入PLC,且實時反應(yīng)螺柱鉚合位移,,當沖床下行鉚合時,,傳感器產(chǎn)生位移,位移量不在設(shè)定區(qū)間時,則螺柱鉚合異常,,停止沖床,,螺柱鉚合檢測清度土0.1mm.
沖床每沖程一周期, 系統(tǒng)自動保存螺柱鉚合記錄,,并存儲于U盤或PC機,,可生成EXCEL文件。
選用三菱(西門子)PLL,穩(wěn)定可靠,,抗干擾能力強,,PLL處理運算邏輯及預(yù)定算法,控制整個系統(tǒng),。
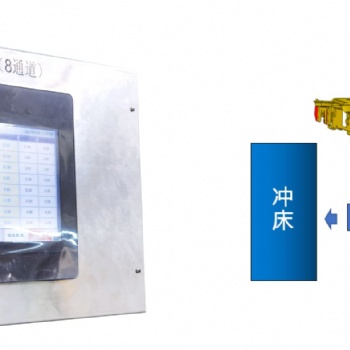
8通道標準配置,,**允許接8個信移傳感器。
位移傳感器,,將設(shè)備要求采集的位移量以類比電壓(電流)線性輸出至模擬量輸入模塊,。
◆輸入模塊, 將傳感器的電壓或電流轉(zhuǎn)換成數(shù)值,,同時采集沖床運行狀態(tài),便于PVV運算處理,。
輸出模塊,,輸出類比電壓或電流或以邏輯高低由嚴控制沖床運轉(zhuǎn)。
人機界面,,采用觸摸屏操作設(shè)備,,可生成曲線及報表,報表以EXCEL文件存儲在U盤,,可導(dǎo)出或在PC機查看
沖床每沖程一周期, 系統(tǒng)自動保存螺柱鉚合記錄,,并存儲于U盤或PC機,,可生成EXCEL文件。
選用三菱(西門子)PLL,穩(wěn)定可靠,,抗干擾能力強,,PLL處理運算邏輯及預(yù)定算法,控制整個系統(tǒng),。
8通道標準配置,,**允許接8個信移傳感器。
位移傳感器,,將設(shè)備要求采集的位移量以類比電壓(電流)線性輸出至模擬量輸入模塊,。
◆輸入模塊, 將傳感器的電壓或電流轉(zhuǎn)換成數(shù)值,,同時采集沖床運行狀態(tài),便于PVV運算處理,。
輸出模塊,,輸出類比電壓或電流或以邏輯高低由嚴控制沖床運轉(zhuǎn)。
人機界面,,采用觸摸屏操作設(shè)備,,可生成曲線及報表,報表以EXCEL文件存儲在U盤,,可導(dǎo)出或在PC機查看
聯(lián)系方式
|
