|
|
|||||||||||||||||
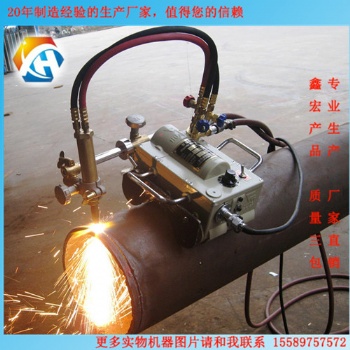
磁力管道切割機,具有兩組四個磁性輪,通過傳動機構(gòu)自動環(huán)繞鋼管進行切割,切割工藝可采用氧-乙炔火焰,或氧-丙烷火焰.它適用于直徑108mm以上的各種規(guī)格的無縫鋼管切割與坡口.由于磁性輪的吸附力,該切割機也可在平,、立、橫、仰各種空間位置上進行全位置多向切割,切割與坡口可一次完成,使用該切割機可提高功效,**質(zhì)量,減輕勞動強度.
|
型號 |
機身外形尺寸 |
輸入電壓 |
切割無縫鋼管直徑 |
切割無縫鋼管厚度 |
切割鋼板速度 |
磁性吸附力 |
機器總重量 |
|
CG2-11 |
350*310*180mm |
AC220V/50Hz |
>108mm |
6-50mm |
50-750mm/min |
>50kg |
20kg |
CG2-11型磁力管道切割機主要技術數(shù)據(jù)
1,、外形尺寸與重量:機身外形尺寸 350×240×220毫米( 長×寬×高) 機體重量 14.5公斤
2、切割范圍:無縫鋼管直徑 >φ108毫米以上均可 管壁厚度 5~50毫米
3,、切割精度:在φ159~φ425毫米無縫鋼管上切割一周,,中心偏差小于0.5毫米。切割與坡口表面粗糙度可達到12.5 -6.3
4,、切割速度: 50~750毫米/分,,由可控硅無級調(diào)速。
5,、電動機: 采用70SZ08直流伺服電動機,,轉(zhuǎn)速6000轉(zhuǎn)/分,功率:68瓦。
6,、控制箱: 控制箱電源電壓220伏,。
7、磁性輪吸附力: 50公斤以上,。
8,、行車沖動量: 在鋼管上旋轉(zhuǎn)下坡時小于0.5毫米。
附CG2-11磁力管道切割機使用說明
1.將切割機輕放在鋼管上,以免將車輪碰撞變形,并且握住把手,方可進行切割工作;2.切割機在運轉(zhuǎn)切割中,如果改變方向,必須先停車,撥動倒順開關,再開車,不能在運轉(zhuǎn)過程中,直接改變行走方向,以免損壞電氣原件和機械零件;3.切割開始前,先調(diào)節(jié)好合適的氧氣壓力,、乙炔壓力,切割速度,切坡口角度.開始時調(diào)整氧-乙炔預熱火焰移動割炬對準割口,待鋼管加熱到局化時,再打開切割氧閥門進行切割,切割完畢,關閉氧氣及乙炔閥門,切斷電源.
維護和保養(yǎng)
1,、切割機在使用中,應經(jīng)常用毛刷將粘附在滾輪上的鐵屑垃圾等污物清除掉,。
2,、對于鋼管表面(磁性輪行走經(jīng)過部位)要用鋼絲刷把鐵屑、鐵銹等污物清除干凈,,在
油漆未干的鋼管上,,不能進行切割以免油漆粘在滾輪上,降低磁性吸能力,。
3,、切割中,要防止氧-乙炔氣管和電源線掛住它物,,致使切割機掉下,、損壞。
4,、切割機用完后,,應放在磁性保護鐵板上,存放在干燥處以免滾輪生銹和產(chǎn)生退磁現(xiàn)象,。
5,、減速部份用二硫化鉬9號油膏潤滑,每半年左右應換一次,,換前先用四氯化碳清洗,,
然后再涂上潤滑油膏。
6,、磁性輪使用一定時間后(一般在一年左右),,如發(fā)現(xiàn)有退磁現(xiàn)象,吸附力降低可拆下
磁輪組,,進行重新充磁,。
7、使用過程中,,發(fā)覺機器下坡沖動量過大時,,可打開左上蓋和右上蓋,,對左、右托架進
行調(diào)整,,蝸桿和斜齒輪嚙合間隙,,**切割質(zhì)量。
|
