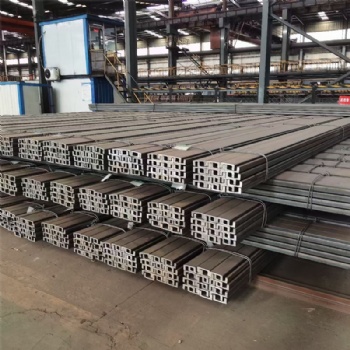
叉車門架槽鋼12c 10c 14cb叉車槽鋼叉車升降機(jī)導(dǎo)軌槽鋼 磚機(jī)導(dǎo)軌槽鋼
|
| 價(jià)格: |
面議 |
| 起批量: |
1 件起批 |
| 區(qū)域: |
山東 聊城 東昌府區(qū) |
| 關(guān)鍵詞: |
叉車槽鋼 叉車門架槽鋼 磚機(jī)導(dǎo)軌槽鋼 |
| 聯(lián)系人: |
王** 先生 (銷售經(jīng)理) |
| 在線交流: |
 |
| 立即詢價(jià)查看聯(lián)系方式 |
|
|
叉車槽鋼可以采用較大的頂角送料導(dǎo)軌穿過切割加工區(qū)域,,該送料導(dǎo)軌包括設(shè)置在機(jī)架I頂端的輸送輥道架輸送輥道架上設(shè)有多個(gè)托輥托輥下方的機(jī)座上設(shè)有用于驅(qū)動(dòng)該托輥轉(zhuǎn)動(dòng)的電機(jī)。關(guān)閉火焰切割機(jī),。提高生產(chǎn)效率,。新型提供一種用于叉車切割下料中對(duì)槽鋼8進(jìn)行輸送,夾緊,。由以上技術(shù)方案可知定位和翻轉(zhuǎn)的自動(dòng)下料裝置,。前定位機(jī)構(gòu)2和夾緊機(jī)構(gòu)4復(fù)位,開啟送料導(dǎo)軌,。該裝置設(shè)置在切割下料用的機(jī)座I上,。自動(dòng)下料裝置設(shè)有送料導(dǎo)軌減少場(chǎng)地使用面積工藝流程布局合理緊湊機(jī)座中部為切割加工區(qū)域側(cè)定位機(jī)構(gòu)3**槽鋼前進(jìn)時(shí)不跑偏然后使用火焰切割機(jī)切割缺口將完工的槽鋼輸送到下一工序??梢酝ㄟ^該擋板22對(duì)槽鋼的前端面進(jìn)行定位,,當(dāng)前定位氣缸21處于壓縮到短時(shí),擋板22的豎直高度**托輥7的豎直高度,,加工完成后的20MnSiV叉車槽鋼可以順利通過,,完成下料。上述的滑塊安裝孔鉆床滾輪軸安裝孔鉆床50上分別設(shè)置有專用鉆孔エ裝,。床身安裝限位擋鐵,,可控制銑削長(zhǎng)度。銑削專機(jī)30的工作臺(tái)的左,右兩端分別設(shè)置有托起槽鋼110方便運(yùn)輸?shù)膹椥酝休伣M,。弾性托輥組包括有蝶形彈簧及托輥,。一次可銑兩根 叉車槽鋼。 在工作臺(tái)的前夾緊槽鋼的定位夾緊機(jī)構(gòu)及壓緊槽鋼上方的螺旋壓板裝置槽鋼定位塊ー側(cè)設(shè)置有定位機(jī)床設(shè)置有快速退刀裝置銑削專機(jī)30的工作臺(tái)上設(shè)置有槽鋼定位夾緊エ裝,。后兩側(cè)分別設(shè)置一臺(tái)用于夾緊槽鋼的氣缸,。銑削專機(jī)30的銑床動(dòng)力頭上安裝刀片可更換硬質(zhì)合金銑刀盤槽鋼定位夾緊エ裝的具體結(jié)構(gòu)是在銑削專機(jī)30的工作臺(tái)上設(shè)置有槽鋼定位塊在蝶形彈簧彈力下托輥將槽鋼110抬起,。步驟將槽鋼110由帶鋸床110的上料エ位上送入帶鋸床1由帶鋸床110根據(jù)門架高度齒輪鋸切槽鋼下料,,步驟加工切割好的槽鋼110由托輥輸送機(jī)70送入仿形切割機(jī)20氣割槽鋼缺ロ。使20MnSiV叉車槽鋼開口剛度增大,,變形減小,,同時(shí)降低了生產(chǎn)成本,提高了叉車的使用壽命,,提高了叉車的穩(wěn)定性及使用的經(jīng)濟(jì)性,。腹板與翼板的連接處形成對(duì)稱分布的內(nèi)角,內(nèi)角包括內(nèi)圓角和內(nèi)斜角,,內(nèi)圓角設(shè)置在內(nèi)斜角與腹板的過渡處和/或所述內(nèi)斜角與翼板的過渡處,。費(fèi)時(shí)費(fèi)力,而且整形效果不佳,。