|
|
|||||||||||||||||
詳細介紹
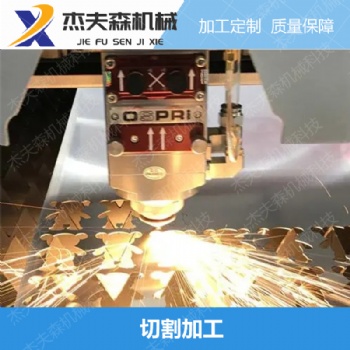
激光切割是利用高功率密度激光束照射被切割材料,,使材料很快被加熱至汽化溫度,蒸發(fā)形成孔洞,,隨著光束對材料的移動,,孔洞連續(xù)形成寬度很窄的(如0.1mm左右)切縫,完成對材料的切割,。
激光束通過聚焦后的光斑的大?。杭す馐奂蟮墓獍咴叫。す馇懈罴庸ぞ仍礁?,特別是切縫較小,,**小的光斑可達0.01mm。
工作臺的走位精度決定著激光切割加工的重復精度,,工作臺精度越高,,切割的精度越高。
工件厚度越大,,精度越低,,切縫越大。由于激光光束為錐形,切縫也是錐形,,厚度0.3MM的材料比2MM的切縫小的多,。
工件材質(zhì)對激光切割精度有一定影響。同樣情況下,,不同材質(zhì)的切割精度也稍有不同,即使是同一材質(zhì),如果材料的成分不同,切割的精度也會有差異,。
激光切割
那么,激光切割加工時怎么才能做到高精度呢,?
激光切割是利用經(jīng)聚焦的高功率密度激光束照射工件,,使被照射的材料迅速熔化、汽化,、燒蝕或達到燃點,,同時借助與光束同軸的高速氣流吹除熔融物質(zhì),從而實現(xiàn)將工件割開,。激光切割屬于熱切割方法之一,。
(1)焦點位置控制技術(shù)。聚焦透鏡焦深越小,,焦點光斑直徑就越小,,因此控制焦點相對于被切材料表面的位置十分重要。
(2)切割穿孔技術(shù),。任何一種熱切割技術(shù),,除少數(shù)情況可以從板邊緣開始外,一般都必須在板上穿一小孔,。早先在激光沖壓復合機上是用沖頭先沖出一孔,,然后再用激光從小孔處開始進行切割。
(3)嘴設(shè)計及氣流控制技術(shù),。激光切割鋼材時,,氧氣和聚焦的激光束是通過噴嘴射到被切材料處,從而形成一個氣流束,。對氣流的基本要求是進入切口的氣流量要大,,速度要高,以便足夠的氧化使切口材料充分進行放熱反應;同時又有足夠的動量將熔融材料噴射吹出,。
激光束通過聚焦后的光斑的大?。杭す馐奂蟮墓獍咴叫。す馇懈罴庸ぞ仍礁?,特別是切縫較小,,**小的光斑可達0.01mm。
工作臺的走位精度決定著激光切割加工的重復精度,,工作臺精度越高,,切割的精度越高。
工件厚度越大,,精度越低,,切縫越大。由于激光光束為錐形,切縫也是錐形,,厚度0.3MM的材料比2MM的切縫小的多,。
工件材質(zhì)對激光切割精度有一定影響。同樣情況下,,不同材質(zhì)的切割精度也稍有不同,即使是同一材質(zhì),如果材料的成分不同,切割的精度也會有差異,。
激光切割
那么,激光切割加工時怎么才能做到高精度呢,?
激光切割是利用經(jīng)聚焦的高功率密度激光束照射工件,,使被照射的材料迅速熔化、汽化,、燒蝕或達到燃點,,同時借助與光束同軸的高速氣流吹除熔融物質(zhì),從而實現(xiàn)將工件割開,。激光切割屬于熱切割方法之一,。
(1)焦點位置控制技術(shù)。聚焦透鏡焦深越小,,焦點光斑直徑就越小,,因此控制焦點相對于被切材料表面的位置十分重要。
(2)切割穿孔技術(shù),。任何一種熱切割技術(shù),,除少數(shù)情況可以從板邊緣開始外,一般都必須在板上穿一小孔,。早先在激光沖壓復合機上是用沖頭先沖出一孔,,然后再用激光從小孔處開始進行切割。
(3)嘴設(shè)計及氣流控制技術(shù),。激光切割鋼材時,,氧氣和聚焦的激光束是通過噴嘴射到被切材料處,從而形成一個氣流束,。對氣流的基本要求是進入切口的氣流量要大,,速度要高,以便足夠的氧化使切口材料充分進行放熱反應;同時又有足夠的動量將熔融材料噴射吹出,。
聯(lián)系方式
|

